

+86 15880829505













кран шаровый фланцевый
Вот скажи мне, почему многие до сих пор считают, что кран шаровый фланцевый — это просто кусок железа с ручкой? На деле, это один из самых капризных и ответственных узлов на линии. Работаешь с ним годами, и всё равно периодически натыкаешься на нюансы, которые в каталогах не напишут. Сейчас попробую изложить, что на самом деле важно, без глянцевых брошюр.
Фланец — это не только отверстия
Начну, пожалуй, с основы — с самих фланцев. Казалось бы, что тут сложного: стандартные размеры, болты, прокладка. Но вот реальный случай из практики: заказывали партию кранов для обвязки насосов на водоводе. По паспорту всё идеально — давление, температура, материал корпуса. Смонтировали, запустили — через полгода на одном началась течь по фланцевому соединению. Разобрали — а прокладка ?съехала? и деформировалась. Причина? Не учли вибрацию от работы насосного агрегата. Для статичной линии стандартная графитовая паронитовая подошла бы, а здесь нужна была более упругая, спирально-навитая прокладка, да ещё и с ограничителем смещения. Производитель, конечно, краны поставил правильные, но рекомендаций по комплектующим под динамическую нагрузку не дал. Это к вопросу о том, что шаровый кран — это система, а не отдельный узел.
Или другой момент — обработка посадочных поверхностей фланца. Видел краны, где эта поверхность была просто обработана резцом, с видимыми спиральными рисками. Для низких давлений, может, и прокатит. Но для газовой среды или пара даже микроскопическая канавка — путь к неизбежной протечке. Нормальный производитель делает чистовую обработку с определённым параметром шероховатости. У того же ООО Победный Клапан в своих техусловиях на фланцевые краны это всегда чётко прописывает, и на приёмке можно свериться. Это не маркетинг, а реальная необходимость для уплотнения.
А ещё бывает, что фланцы по ГОСТу, а трубопроводная арматура в проекте — по ANSI. Номинальное давление вроде бы сопоставили, а вот межосевое расстояние отверстий под болты отличается на пару миллиметров. Вписаться можно, но это уже костыль, нагрузка неравномерная. Поэтому сейчас всегда уточняю у поставщика: ?У вас фланец по какому стандарту исполнен? Полный или свободный??. ООО Победный Клапан, кстати, часто идёт навстречу и делает под заказ под конкретный стандарт, если типовой складской позиции нет. Это ценно, когда работаешь с импортным оборудованием.
Шар — сердце крана, и его болезни
Сам шар — та самая ?пробка?. Материал, покрытие, точность обработки — здесь зарыты все собаки. Львиная доля отказов связана именно с ним. Помню, ставили краны на линию с горячей водой (около 110°C). Шары были с хромированным покрытием. Через год-полтора начались проблемы с проворачиванием, потом — с герметичностью. Вскрыли — хром местами отслоился, под ним началась коррозия, шар ?закусило?. Оказалось, что для такой температуры и среды (вода с примесями) хромирование — не лучший выбор. Нужно было либо более стойкое напыление, например, никелирование по особой технологии, либо цельный шар из нержавейки определённой марки. Дороже, да. Но дешевле, чем менять краны на действующем объекте с остановкой производства.
Сейчас смотрю в первую очередь на пару трения: шар-седло. Тефлоновые седла — классика, но для агрессивных сред или высоких температур их запас прочности ограничен. Металл-металл — надёжнее, но требует более высокой чистоты среды, иначе ресурс падает катастрофически. У некоторых производителей, включая Победный Клапан, есть варианты с комбинированными седлами, где в металлическую обойму запрессован упругий износостойкий элемент. Для большинства задач в ЖКХ или общей промышленности — оптимально.
И ещё один тонкий момент — полнопроходной он или стандартнопроходной. Для систем, где важен минимальный перепад давления (например, на всасывающих линиях насосов), экономия на полнопроходном кране (Full Bore) может выйти боком. Уменьшенный проход (Reduced Bore) создаёт дополнительное гидравлическое сопротивление. В паспорте на кран этот коэффициент (Kv) должен быть обязательно. Если его нет — это повод насторожиться. На сайте https://www.1972ovo.ru в карточках продукции такие данные обычно приводят, что сразу облегчает подбор.
Уплотнение штока — тихая головная боль
Фланцы не текут, шар вращается, а течь появляется из-под сальникового узла. История стара как мир. Конструкций уплотнения штока несколько: сальниковые набивки, сильфонные (для особо опасных сред) и самоуплотняющиеся торцевые уплотнения. Сальниковая набивка — ремонтопригодна, её можно подтянуть, но требует обслуживания. Сильфон — дорог, но абсолютно герметичен.
На химическом предприятии был опыт с сильфонными кранами на хлорсодержащей среде. Работали безупречно, но цена... Для большинства же водяных или паровых систем сейчас ставят краны с самоуплотняющимися уплотнительными кольцами из фторопласта или терморасширенного графита. Ключевое — это система смазки. Должна быть пресс-маслёнка для периодической подачи консистентной смазки. Она решает две задачи: снижает усилие на рукоятке и продлевает жизнь уплотнению, вытесняя возможные загрязнения. Проверяю всегда: есть ли эта самая маслёнка и свободен ли к ней доступ после монтажа. Бывало, что кран вмонтируют в труднодоступное место, и обслуживать его становится невозможно.
Здесь как раз видна разница между производителями. Одни делают маслёнку как довесок, из дешёвого сплава, резьба которой забивается после первой же попытки нагнетания. Другие, как та же компания, чей сайт я упоминал, используют стандартные стальные фитинги под распространённый шприц. Мелочь? На бумаге — да. В эксплуатации — огромная разница.
Монтаж: где теория расходится с практикой
Всё, что написано выше, можно свести на нет неправильным монтажом. Самая частая ошибка — использование крана в качестве элемента жёсткости трубопровода или для компенсации несоосности. Фланцевый кран, особенно большого диаметра, — тяжёлый. Его нужно поддерживать собственными опорами, чтобы нагрузка не шла на фланцы труб. Видел, как 12-дюймовый кран висел только на болтах соседних фланцев. Через месяц болты начинали ?уставать?, появлялись трещины у корня резьбы.
Вторая ошибка — затяжка болтов. Нет, ?сильнее? не значит ?лучше?. Перетянутый фланец может повести корпус крана, создав внутренние напряжения. Шар может начать подклинивать. Есть таблицы моментов затяжки для каждого диаметра и класса давления. Ими нужно пользоваться, затягивая крест-накрест. И да, болты тоже должны быть правильными — из определённого класса прочности, часто с гальваническим покрытием. Поставка крана ?в сборе с крепежом? — это не прихоть, а гарантия, что все элементы системы совместимы.
И последнее — ориентация. Шаровый кран можно ставить в любом положении, но есть нюанс с ручным приводом. Маховик должен быть доступен для оператора. А если кран с электроприводом — нужно предусмотреть место для его установки и подводку кабелей. Однажды пришлось переделывать целый узел, потому что проектировщик красиво нарисовал кран, а электропривод в итоге упирался в бетонную балку. Теперь всегда запрашиваю габаритные чертежи с приводами.
Выбор и тенденции: что изменилось за годы
Раньше выбирали по принципу ?главное, чтобы DN и PN подходили?. Сейчас подход иной. Среда, температура, цикличность работы, необходимость дистанционного управления или включения в АСУ ТП — всё это влияет на выбор. Кран шаровый фланцевый перестал быть просто запорной арматурой, он стал элементом управляемой системы.
Взять, к примеру, ту же компанию ООО Победный Клапан. Они из тех, кто не просто продаёт железо, а продвигает комплексные решения. У них в линейке есть и обычные ручные краны, и с редукторами, и с электроприводами, которые можно интегрировать в тот же ?умный? тепловой пункт. И это не просто слова — их участие в разработке отраслевых стандартов говорит о том, что они понимают, куда ветер дует. Продукция для нефтехимии и энергетики — это всегда высшая лига требований.
Что я стал требовать чаще? Во-первых, паспорт с реальными, а не списанными с учебника, данными испытаний (на герметичность, на количество циклов). Во-вторых, прослеживаемость материалов: сертификаты на литьё, на поковку шара, на материал седла. В-третьих, конструктив, облегчающий будущий ремонт или замену сальникового узла без демонтажа крана с линии. Это уже есть у продвинутых моделей.
Итог прост. Фланцевый шаровой кран — это не товар из строймаркета. Это техническое устройство, от которого зависит надёжность целого участка. Его выбор — это не поиск по самой низкой цене за тонну, а анализ условий работы, возможностей производителя и внимательность к деталям, которые в брошюре мелким шрифтом. Ошибся — будешь расхлёбывать потом на объекте, в грязи и при свете аварийной лампы. Проверено.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Электрический дроссельный клапан
Электрический дроссельный клапан -
 Электрический эксцентриковый полусферический клапан
Электрический эксцентриковый полусферический клапан -
 Установленный сверху эксцентриковый полусферический клапан
Установленный сверху эксцентриковый полусферический клапан -
 Задвижка с жестким уплотнением фланца из нержавеющей стали
Задвижка с жестким уплотнением фланца из нержавеющей стали -
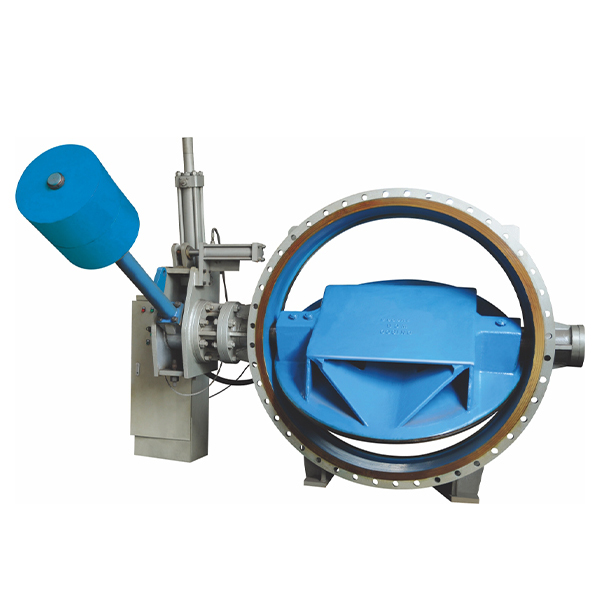 Обратный дроссельный клапан гидравлического управления тяжелым молотком
Обратный дроссельный клапан гидравлического управления тяжелым молотком -
 Установленный сбоку эксцентриковый полусферический клапан
Установленный сбоку эксцентриковый полусферический клапан -
 Фланцевый шиберный клапан с мягким уплотнением и прямым заглублением
Фланцевый шиберный клапан с мягким уплотнением и прямым заглублением -
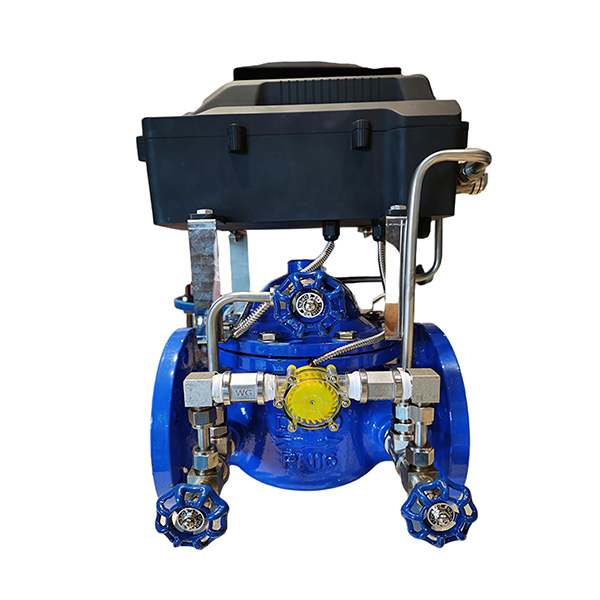
 Многофункциональный регулирующий клапан водяного насоса
Многофункциональный регулирующий клапан водяного насоса -
 Резьбовой запорный клапан
Резьбовой запорный клапан -
 Изолирующий запорный клапан
Изолирующий запорный клапан -
 Фиксированный конический клапан
Фиксированный конический клапан -
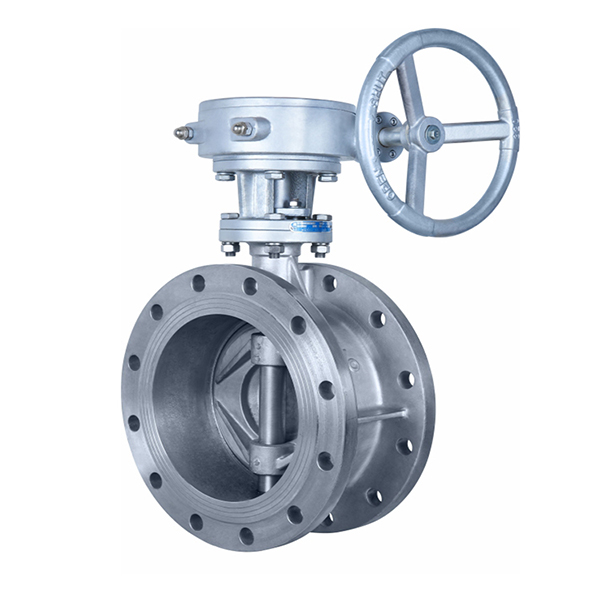 Дроссельная заслонка с жестким уплотнением фланца
Дроссельная заслонка с жестким уплотнением фланца
Связанный поиск
Связанный поиск- Клинья для задвижек производители в Китае
- Цена на шаровые краны 3 4 в Китае
- Производители шаровых кранов 3 из Китая
- Цена фланцевой задвижки 80 в Китае
- Китайские производители ручных фланцевых стальных задвижек
- Китай долговечные латунные шаровые краны заводы
- Поставщики задвижки 50 из Китая
- Шаровые краны для тепловых труб природного газа поставщики в Китае
- Размеры фланцевых задвижек производители в Китае
- клапан обратный ду