

+86 15880829505













задвижка чугунная
Когда говорят 'задвижка чугунная', многие сразу представляют себе что-то тяжелое, громоздкое и дешевое, типа тех старых 'чугунок', что десятилетиями лежат на складах. Но это, пожалуй, главное заблуждение. Современная чугунная задвижка – это не архаика, а вполне конкретный технический продукт с массой нюансов, от которых зависит, простоит ли она год или тридцать лет. Сам по себе чугун – материал капризный, литье должно быть качественным, иначе внутренние напряжения или раковины потом вылезут боком при первом же гидроударе или морозе.
Про литье и скрытые дефекты
Вот смотрите. Берем, к примеру, сам корпус. Задвижка чугунная чаще всего отливается из чугуна с шаровидным графитом (ВЧШГ). Это уже не серый чугун наших дедов. Материал должен быть, но главное – технология литья и последующая термообработка. Я видел образцы, где из-за неправильного охлаждения в массивных частях фланца возникали микротрещины. Визуально – изделие идеальное, проходит обычный контроль. Но стоит дать давление с перепадом температур, и через пару циклов появляется 'слеза'. Не течь сразу, а именно мокрое пятно. Ищешь, ищешь – а это та самая скрытая раковина, дошедшая до поверхности.
Поэтому сейчас серьезные производители, те же, кто входит в разработчики стандартов, вроде ООО Победный Клапан, делают акцент не просто на литье, а на контроле. Ультразвук, рентгенография критичных сечений. Это уже не та 'чугунная задвижка', которую купил, поставил и забыл. Это ответственный узел. На их сайте, кстати, можно посмотреть, как они это преподносят – не просто 'продаем задвижки', а именно комплексные решения, с упором на исследования и патенты. Это чувствуется.
И вот еще что. Часто экономят на покрытии. Отлили, зачистили заусенцы, покрасили дешевой эмалью – и в упаковку. А чугун без качественного покрытия – это коррозия. Не сквозная, но эстетика страдает, да и в системах питьевой воды это недопустимо. Правильно – это дробеструйная очистка, потом грунт эпоксидный, потом финишный слой. Иначе через пару лет в сыром колодце получите ржавую 'бороду'.
Уплотнение и 'мелочи', которые решают всё
Самый больной вопрос – это герметичность. Клин, диски, седла. В дешевых моделях до сих пор ставят резиновые уплотнения на клине, которые в агрессивной среде или при высоких температурах 'дубеют' или разъедаются. Результат – протечка в закрытом положении. Казалось бы, мелочь. Но когда на объекте нужно перекрыть поток для ремонта, а задвижка течет, – это аврал и тонны нецензурной лексики.
Поэтому сейчас тренд – это металл-металл, либо комбинированные уплотнения. Например, клин с наплавкой из коррозионностойкой стали, а седла в корпусе – латунные кольца. Это уже уровень для более серьезных задач. Такие решения часто можно встретить в номенклатуре компаний, которые занимаются не только производством, но и разработкой, как упомянутая ООО Победный Клапан. Их патентные разработки в области клапанных систем как раз часто касаются вопросов долговечности уплотнения и управления износом.
А еще есть нюанс с заклиниванием. Классическая проблема старых задвижек: постояла долго в одном положении – и не сдвинешь. Сейчас борются с этим разными способами: и покрытием клина специальными составами, и точной геометрией, чтобы не было задиров. Но в полевых условиях лучшая профилактика – это периодическая обкатка. Хотя бы раз в квартал закрыть-открыть. Об этом часто забывают.
Где и почему она еще живет
Сейчас много говорят про сталь, нержавейку, более современные материалы. Но задвижка чугунная по-прежнему массово применяется в коммунальном водоснабжении, пожаротушении, в обвязке котельных низкого давления. Почему? Цена и достаточная стойкость к коррозии в неагрессивных средах, типа питьевой или технической воды. Для сетей, где давление редко превышает 16 бар, а температура 100-120 градусов, это часто оптимальный выбор по соотношению 'цена-долговечность'.
Но есть и специфичные применения. Например, в некоторых системах водоподготовки, где среда неагрессивна, но требуется частая перекладка трубопроводов из-за развития территории. Здесь важна ремонтопригодность и возможность быстрой замены. Чугунную задвижку, особенно фланцевую, демонтировать и поставить новую – задача отработанная. Стальную же приварную – уже сложнее.
Однако есть и табу. Агрессивные среды, частые гидроудары, вибрация, пар высокого давления – это не для чугуна. Тут нужна сталь. Я видел последствия установки чугунной задвижки на паропровод с рабочим давлением выше паспортного. Не катастрофа, но корпус повело, фланцы перекосило, появилась течь. Пришлось срочно менять на стальную. Ошибка в подборе материала – это головная боль монтажников и убытки для заказчика.
Про размеры, вес и монтаж
Еще один практический момент – монтаж. Задвижка чугунная Ду200 и выше – это уже серьезный вес. Требуются правильные подъемные средства и, что важно, правильная опора. Нельзя вешать тяжелую задвижку на трубопровод без дополнительных опор – нагрузка на фланцы и возможная просадка со временем приведут к разгерметизации. Это кажется очевидным, но на стройке, в спешке, об этом частенько забывают.
И по фланцам. Стандарт – это, как правило, плоский фланец. Но нужно обязательно проверять соответствие стандартов – ГОСТ на фланец и DIN – это разные толщины и расстояния между отверстиями. Бывает, привезут задвижку с 'метрическими' фланцами, а трубы с дюймовыми креплениями. Монтажники начинают 'изобретать' переходные пластины, что категорически недопустимо для ответственных узлов. Все должно быть согласовано на этапе проектирования.
И последнее – установочное положение. Вопреки мифам, многие современные чугунные задвижки можно ставить в любом положении. Но есть нюанс с конструкцией сальникового уплотнения. В некоторых старых или дешевых моделях при вертикальной установке шпинделем вниз есть риск, что сальниковая набивка будет хуже уплотняться, быстрее изнашиваться. Всегда лучше смотреть паспорт конкретного изделия. Уважающие себя производители, такие как ООО Победный Клапан, четко прописывают такие ограничения в документации.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Задвижка чугунная – это не пережиток. Это живой, развивающийся продукт, который нашел свою нишу. Да, она не для всех условий. Да, есть более технологичные альтернативы. Но там, где нужна надежность, ремонтопригодность и разумная экономия на больших диаметрах в стандартных условиях, она еще долго будет востребована. Главное – не гнаться за самой низкой ценой, а понимать, что стоит за конкретным изделием: какое литье, какое уплотнение, какие испытания оно прошло.
Сейчас рынок делится: есть массовый низкосортный товар, а есть продукты инжиниринговых компаний, которые вкладываются в НИОКР. Разница – как между грубой болванкой и точным механизмом. И когда смотришь на портфель патентов и участие в разработке стандартов, как у компании с сайта https://www.1972ovo.ru, то понимаешь, что речь идет как раз о втором пути. Они позиционируют себя не как простые производители, а как поставщики комплексных решений. И в этом, пожалуй, и есть будущее даже для такого традиционного изделия, как чугунная задвижка – не просто продавать железо, а продавать надежность, просчитанную под конкретную задачу.
В общем, инструмент как инструмент. Молотком тоже можно гвоздь забить, а можно и палец отбить. Все зависит от знаний того, кто держит этот молоток. С задвижками – та же история.
Соответствующая продукция
Соответствующая продукция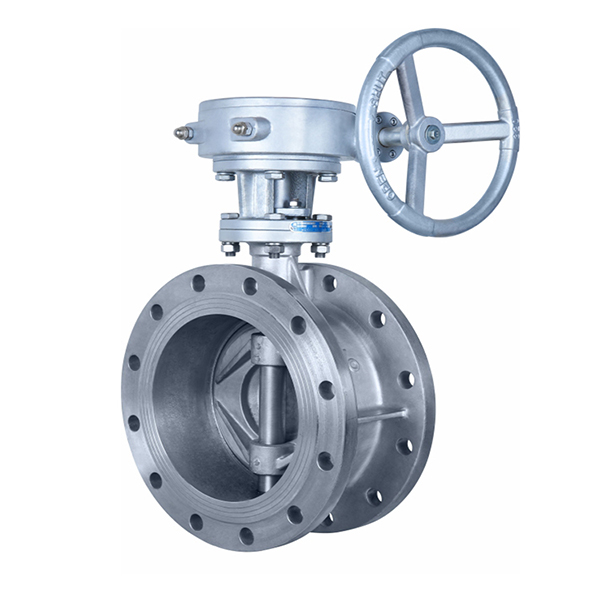




Самые продаваемые продукты
Самые продаваемые продукты-
 Обратный клапан с резиновой заслонкой H44 (SFCV)
Обратный клапан с резиновой заслонкой H44 (SFCV) -
 Задвижка из нержавеющей стали
Задвижка из нержавеющей стали -
 литой стальной задвижка
литой стальной задвижка -
 Электрический эксцентриковый полусферический клапан
Электрический эксцентриковый полусферический клапан -
 Задвижка из кованой стали
Задвижка из кованой стали -
 Задвижка с твердым уплотнением фланца и темного стержня
Задвижка с твердым уплотнением фланца и темного стержня -
 Задвижка с мягким уплотнением и фланцевым скрытым штоком
Задвижка с мягким уплотнением и фланцевым скрытым штоком -
 Полностью сварной шаровой кран
Полностью сварной шаровой кран -
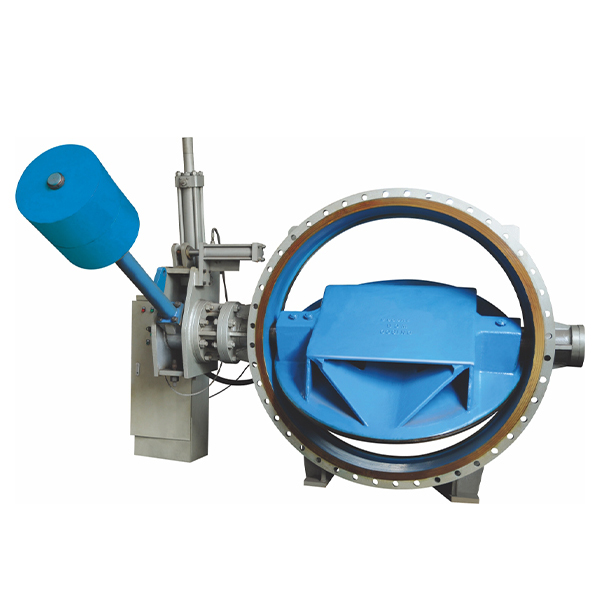 Обратный дроссельный клапан гидравлического управления тяжелым молотком
Обратный дроссельный клапан гидравлического управления тяжелым молотком -
 Дроссельная заслонка с двойным эксцентриковым мягким уплотнением
Дроссельная заслонка с двойным эксцентриковым мягким уплотнением -
 Сварной шаровой кран стандартного диаметра
Сварной шаровой кран стандартного диаметра -
 Запорный клапан из литой стали с твердым уплотнением
Запорный клапан из литой стали с твердым уплотнением
Связанный поиск
Связанный поиск- Кованая сталь поплавок шаровые клапаны поставщики в Китае
- Фланцевые ручные клиновые задвижки производители в Китае
- Поставщики обратных клапанов ду в Китае
- Лучшие страны-покупатели для ручной задвижки в Китае
- Основные страны-поставщики шаровых кранов в Китае
- Поставщики фланцевых задвижек 30ch39r из Китая
- поставщики задвижки pn из Китая
- Поставщики задвижки ду 100 в Китае
- Китайские производители задвижек Дюшенна
- Китайские заводы по производству обратных клапанов для канализации