

+86 15880829505













задвижка шиберная с ручным приводом
Когда говорят ?задвижка шиберная с ручным приводом?, многие представляют себе простейший узел: нож, корпус, шпиндель да маховик. Но в этой кажущейся простоте кроется масса нюансов, которые и определяют, будет ли узел работать десятилетиями или заклинит после первого же серьезного цикла. Частая ошибка — считать ее универсальным решением для любых сред. Особенно для абразивных суспензий или, скажем, шламов. Тут как раз и начинается практика.
Конструкция: где кроется ?дьявол?
Основное отличие от клиновой задвижки — прямой, плоский шибер. Он не клинит, а режет. Звучит надежно, но если взять дешевый вариант с нешлифованными кромками ножа и мягкими уплотнениями, то о герметичности после пары закрытий можно забыть. Лично сталкивался, когда на объекте поставили шиберную задвижку на линию с песком. Уплотнение из обычной резины стерлось в пыль за месяц. Проблема была не в принципе работы, а в неправильном подборе материала уплотнений и отделки ножа.
Ручной привод — это отдельная тема. Маховик, редуктор, червячная пара — все это должно быть рассчитано на усилие, необходимое для резки конкретной среды. Бывает, экономят на толщине шпинделя или материале шестерен в редукторе. В итоге оператор в цеху буквально вешает на ключ всю свою массу, чтобы сдвинуть заслонку с места. Это не работа, это аварийная ситуация в зародыше. Правильный задвижка шиберная с ручным приводом должна закрываться/открываться усилием одного человека в рамках норм по эргономике.
Еще один момент — конструкция корпуса. Бесфланцевые, под приварку, фланцевые по разным ГОСТам или ASME. Для агрессивных сред часто требуется литой корпус с усиленными ребрами жесткости, чтобы не ?вело? от температурных перепадов или давления. Видел случаи на тепловых сетях, когда корпус дешевой задвижки от нестандартных нагрузций давал микротрещину. Внешне незаметно, а внутри уже началась коррозия.
Материалы и среды: критичный выбор
Шибер хорош для вязких, волокнистых или содержащих твердые включения сред. Но ?хорош? — только если нож и седла выполнены из правильно подобранной пары материалов. Например, для пульпы с частицами песка часто идет нож из износостойкой стали с твердым покрытием, типа хромирования или наплавки стеллитом, а седла — из эластомера, устойчивого к абразиву, скажем, полиуретана определенной твердости.
Ошибка — ставить шиберную задвижку с резиновыми уплотнениями на горячий носитель (выше 120-150°C) без анализа. Резина ?дубеет?, теряет эластичность, герметичность падает. Для таких случаев нужны либо термостойкие эластомеры (типа EPDM, Viton), либо совсем металл-по-металлу с тонкой притиркой. Но последний вариант требует идеальной чистоты среды, иначе любая песчинка поцарапает поверхность.
Здесь как раз к месту вспомнить компании, которые глубоко занимаются материалами. Вот, например, ООО Победный Клапан (сайт их — https://www.1972ovo.ru). Они не просто продают арматуру, а занимаются исследованиями и разработками, имеют кучу патентов. Для них подбор пары ?нож-седло? под конкретную среду — это не просто слова из каталога, а реальные инженерные расчеты и испытания. Их продукция, кстати, охватывает спектр от обычных до специальных клапанов, что говорит о возможностях для нестандартных решений.
Монтаж и эксплуатация: поле для ошибок
Казалось бы, что сложного? Установил между фланцами, затянул шпильки, и работай. Но нет. Первое — направление потока. На корпусе обычно есть стрелка. Игнорировать ее — гарантировать быстрый износ и плохое уплотнение. Шибер должен ?резать? поток в правильном направлении, иначе среда будет давить на нож нерасчетной стороной, может его подклинивать.
Второе — соосность фланцев. Если трубопровод ?ведет?, и монтажники силой затягивают фланцевые соединения задвижки, чтобы состыковать трубы, создаются колоссальные внутренние напряжения в корпусе. Это может привести к тому, что нож будет двигаться с повышенным трением, а то и вовсе заклинит. Всегда нужны прокладки правильной толщины и равномерная затяжка по диагонали.
Третье, и самое часто упускаемое — техническое обслуживание. Задвижка шиберная с ручным приводом с сальниковым уплотнением шпинделя требует периодической подтяжки сальника. Если этого не делать, начнется утечка. А если перетянуть — шпиндель будет проворачиваться с огромным усилием. Нужно чувство меры, которое приходит с опытом. В автоматизированных системах, кстати, этот момент часто забывают, думая, что раз привод ручной, то и внимания много не нужно.
Кейсы из практики: когда теория встречается с реальностью
Был у нас проект на горно-обогатительной фабрике. Нужно было перекрывать поток густой глинистой пульпы. Поставили стандартные шиберные задвижки. Через пару недель — жалобы: не перекрывают, течет. Приехали, разобрали. Оказалось, глина налипала на направляющие в корпусе выше уровня седла, высыхала и создавала такой монолитный ?кокон?, что нож просто упирался в него. Решение было нестандартным: договорились с производителем на модификацию — установку патрубков для промывки полости корпуса водой под давлением прямо перед закрытием. Помогло. Производитель был из тех, кто способен на такие доработки.
Другой случай — в системе золошлакоудаления ТЭЦ. Среда — абразивная, горячая. Задвижки работали, но ресурс уплотнений был катастрофически мал. Стали анализировать. Выяснилось, что в моменты останова линии шлам в задвижке оседал и застывал. При следующем запуске нож резал уже не жидкость, а полутвердую массу. Это убивало уплотнения. Внедрили регламент: обязательная продувка линии (где возможно) перед длительным простоем. И заменили уплотнения на более термостойкие и износостойкие. Снова вспоминается, что компании вроде ООО Победный Клапан, которые сами проектируют и производят, часто предоставляют именно комплексные решения, учитывая такие нюансы эксплуатации, а не просто продают изделие со склада.
А был и неудачный опыт. Пытались сэкономить и поставить шиберную задвижку с ручным приводом на магистральный паропровод низкого давления (около 12 бар). Привод был без редуктора, ?прямой?. В теории усилие должно было быть в норме. Но на практике из-за тепловых расширений и неидеальной чистоты пара после нескольких циклов задвижку заклинило в полузакрытом положении. Пришлось останавливать линию. Вывод: для пара, даже невысокого давления, нужен запас по усилию и, часто, специальное исполнение. Экономия на приводе обернулась простоем.
Мысли о рынке и выборе
Сейчас на рынке много предложений. От очень дешевых ?ноунейм? до дорогих европейских брендов. Дешевые — это почти всегда лотерея. Могут прислать изделие, где толщина металла корпуса меньше заявленной, или шпиндель из ?сырой? стали. Работать будет, но сколько? Для неответственных, неагрессивных сред, может, и сгодится. Но если речь о непрерывном процессе, о безопасности, о средах с абразивом или агрессией — тут нужен проверенный поставщик.
Хорошо, когда производитель, как та же ООО Победный Клапан, не только делает клапаны, но и участвует в разработке стандартов. Это говорит о серьезном подходе. Их ассортимент — от дроссельных заслонок до интеллектуальных клапанов — позволяет им видеть картину шире. Они понимают, где место шиберной задвижки, а где лучше применить шаровой кран или другую арматуру. Это важно. Потому что задача инженера — не впихнуть везде знакомый тип, а выбрать оптимальный.
Итог. Задвижка шиберная с ручным приводом — мощный и часто незаменимый инструмент в арсенале трубопроводной арматуры. Но ее надежность на 90% определяется не самим фактом выбора типа ?шибер?, а деталями: правильным расчетом усилий, подбором материалов пары трения, качеством изготовления и, что крайне важно, учетом реальных условий эксплуатации. Без этого она так и останется просто ?заслонкой с ручкой?, источником постоянных проблем, а не надежным узлом. Выбор в пользу сотрудничества с глубоко погруженными в тему производителями, которые предлагают инжиниринг, а не просто металл, в долгосрочной перспективе всегда окупается.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Обратный дроссельный клапан гидравлического управления тяжелым молотком
Обратный дроссельный клапан гидравлического управления тяжелым молотком -
 Стационарный шаровой кран
Стационарный шаровой кран -
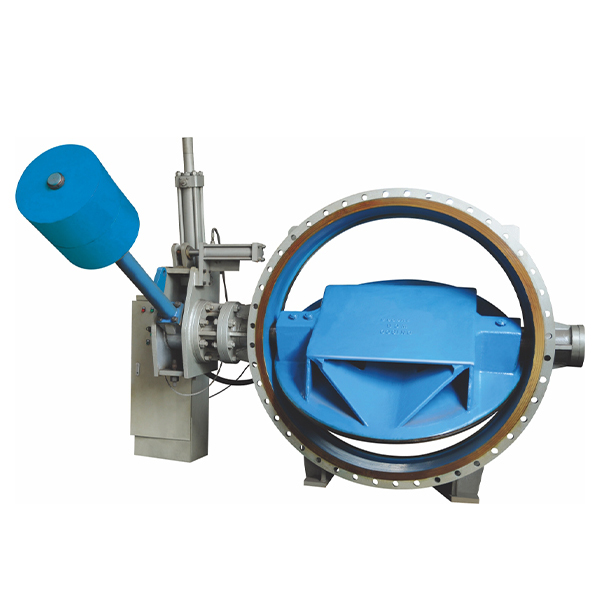
 Пневматический ножевой задвижечный клапан
Пневматический ножевой задвижечный клапан -
 Задвижка с эластичным уплотнением седла типа конической шестерни RVHX
Задвижка с эластичным уплотнением седла типа конической шестерни RVHX -
 Изолирующий запорный клапан
Изолирующий запорный клапан -
 литой стальной задвижка
литой стальной задвижка -
 Задвижка с мягким уплотнением фланца и темного стержня
Задвижка с мягким уплотнением фланца и темного стержня -
 Дроссельная заслонка с мягким уплотнением и ручкой
Дроссельная заслонка с мягким уплотнением и ручкой -
 Задвижка из нержавеющей стали
Задвижка из нержавеющей стали -
 Поворотный запорный клапан
Поворотный запорный клапан -
 Резьбовой запорный клапан
Резьбовой запорный клапан -
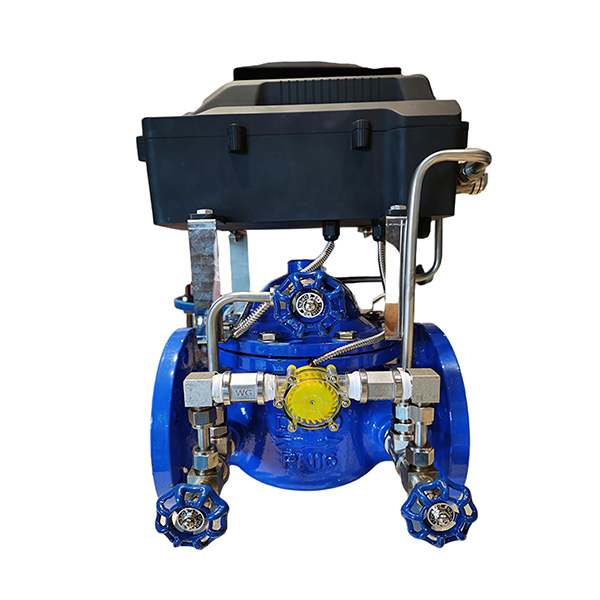 Интеллектуальный клапан регулирования давления
Интеллектуальный клапан регулирования давления
Связанный поиск
Связанный поиск- Поставщики клапанов обратного давления в Китае
- Китайские поставщики фланцевые задвижки ду100
- Китайские производители ручных фланцевых клиновых задвижек
- Лучшие страны-покупатели для Задвижка 80 в Китае
- Поставщики Задвижка 30CH6BR из Китая
- Стальная фланцевая задвижка ду заводы в Китае
- Производители ручных ножевых задвижек в Китае
- Китай миллиметровые шаровые краны заводы
- Поставщики Задвижки 30ch39r из Китая
- кран шаровый 2