

+86 15880829505













фланцевая задвижка ручная
Когда слышишь ?фланцевая задвижка ручная?, многие представляют себе банальный кусок металла с маховиком, который нужно крутить до посинения. Сразу скажу — это самое большое заблуждение. На деле, это целая история о сопряжении поверхностей, о правильном усилии на шпинделе и о том, как не угробить уплотнение в первый же месяц эксплуатации. Я сам долго считал, что главное — давление держать, пока не столкнулся с ситуацией на одной ТЭЦ, где из-за неверного подбора материала диска под среду задвижка ?съела? себя за полгода. С тех пор смотрю на них иначе.
Что скрывается за простым названием
Возьмем, к примеру, стандартные модели, которые поставляет ООО Победный Клапан. На их сайте, https://www.1972ovo.ru, можно увидеть весь спектр, но суть не в ассортименте. Важно, что даже в, казалось бы, простой ручной задвижке есть нюансы, которые не прописаны в каталогах. Речь о геометрии клина, например. Сплошной или составной? Для воды часто шли сплошные, но в тех же нефтепродуктах с перепадами температур — без двухдискового варианта можно получить такой перекос, что потом и гидропрессом не разожмешь.
Материал уплотнительных поверхностей — отдельная тема. Латунная наплавка — классика, но для агрессивных сред, с которыми часто работают их клапаны для нефтехимии, уже нужны куда более стойкие сплавы. Помню, как раз на объекте с сернистой нефтью ставили задвижки с уплотнением из стеллита. Без этого — прямой путь на ремонт.
И вот этот самый маховик, ?ручная? часть. Казалось бы, что тут сложного? Но момент на штоке — критичный параметр. Если производитель сэкономил на червячной передаче или сделал маховик слишком маленьким, оператору в зимний мороз, да в рукавицах, просто не хватит сил её закрыть до упора. А недозакрытая фланцевая задвижка — это гарантированная течь по затвору. У Победного Клапана в этом плане подход вдумчивый, видно, что конструкции продуманы, исходя из реальной эксплуатации, а не только из стендовых испытаний.
Монтаж: где рождаются проблемы
Самый частый косяк, который вижу на объектах — отношение к фланцевому соединению как к чему-то второстепенному. Привезли, подняли, стянули болтами — и поехали. А потом удивляются, почему сальник потеет или фланцы ?поют?. Ключевое слово — соосность. Если трубопроводы смонтированы с напряжением, и задвижку болтами тянут, чтобы состыковать фланцы, она уже обречена на повышенный износ. Корпус работает на изгиб, шпиндель идет с перекосом, клин прилегает неравномерно.
Ещё момент — прокладки. Для воды и пара — паронит, для масла — фторопласт, для химии — часто специальные графитовые композиции. Но некоторые монтажники ставят что под руку, лишь бы толщина подходила. Результат — или выдавит при первом же гидроиспытании, или среда разъест прокладку за месяц. На одном из химических заводов была история, где из-за неподходящей прокладки в ручной задвижке произошла небольшая, но постоянная утечка агрессивного реагента. В итоге коррозия ?съела? шпиндель за полгода.
И про болты. Их нужно затягивать крест-накрест, динамометрическим ключом, по схеме от производителя. Часто ли это делают? Увы, нет. А ведь неравномерная затяжка — это опять перекос. Компания ООО Победный Клапан в своих паспортах всегда дает четкие схемы и моменты затяжки, но эти бумажки, увы, часто остаются в упаковке.
Эксплуатация: оборотная сторона надежности
Ручное управление — это не только про физическую силу. Это про понимание цикла. Такая задвижка не предназначена для регулирования потока! Её рабочие положения — ?открыто? и ?закрыто?. Если её держать в полузакрытом состоянии для дросселирования, поток с высокой скоростью будет разрушать уплотнительные поверхности клина и седла. Видел последствия на трубопроводе горячей воды — за пару месяцев работы в режиме ?поддавка? седла были искрошены, как будто песком прошлись.
Техническое обслуживание часто сводится к подтяжке сальника. И здесь тоже есть тонкость. Сальниковую набивку нужно не просто затягивать, а иногда и полностью менять. Если пошла течь по шпинделю, а мы просто сильнее закрутили гайку сальника, можно передавить шпиндель, увеличить усилие на маховик, а в худшем случае — закусить его. Правильнее — стравить давление, ослабить старую набивку, добавить новые кольца и аккуратно подтянуть. В продукции Победного Клапана, кстати, часто используется наборная сальниковая камера под стандартные размеры набивки, что очень удобно для ремонта в полевых условиях.
И главный враг любой фланцевой задвижки ручной — это стояние в одном положении годами. Задвижка на резервной линии, которая всегда открыта и забыта, — это мина замедленного действия. Клиент может ?прикипеть? к седлу, особенно если в среде есть взвеси. Поэтому грамотные регламенты предписывают периодически, раз в квартал или полгода, проворачивать её. Хотя бы на пару оборотов. Это снимает внутренние напряжения и не дает отложениям намертво схватиться.
Когда автоматизация не в приоритете
Сейчас все гонятся за автоматическими приводами, но в огромном количестве сценариев ручная задвижка — это оптимальное, надежное и, что важно, энергонезависимое решение. На удаленных водозаборах, в аварийных обводах, на ответвлениях, где перекрытие требуется раз в полгода, ставить электропривод — лишняя трата денег и создание точки отказа.
Ключевое — правильный подбор. Не просто по DN и PN. Нужно смотреть на среду: абразивность, температура, коррозионная активность. Например, для гидротехнических сооружений, где компания имеет большой опыт, важна стойкость к кавитации. Обычный стальной клин может быстро получить кавитационную эрозию. Здесь уже нужны решения с упрочненными поверхностями или особой формой, снижающей турбулентность.
Именно в таких неочевидных моментах и видна экспертиза производителя. То, что ООО Победный Клапан участвует в разработке стандартов, говорит о глубоком погружении в материалы и конструкции. Это не просто штамповка, а инженерная работа. Их патентованные решения по снижению крутящего момента, например, для крупногабаритных задвижок — это прямая выгода для эксплуатационников.
Выводы, рожденные практикой
Так что, возвращаясь к началу. Фланцевая задвижка ручная — это не архаика. Это грамотно рассчитанный, проверенный временем узел, эффективность и срок службы которого на 90% определяются не в цеху, а на этапе подбора и монтажа. Можно купить самую дорогую и ?патентованную?, но криво установить и эксплуатировать не по назначению — и она выйдет из строя раньше дешевого аналога, смонтированного со знанием дела.
Поэтому мой совет — всегда изучать паспорт, требовать его у поставщика. Смотреть не только на марку стали, но и на рекомендации по монтажу, смазке, ТО. Как это делает, к примеру, ООО Победный Клапан, размещая подробную документацию на своем сайте https://www.1972ovo.ru. Это экономит нервы и деньги в будущем.
В конечном счете, надежность трубопроводной арматуры — это цепочка: грамотный инженер-технолог, ответственный производитель, квалифицированный монтажник и внимательный эксплуатационник. Разорви одно звено — и вся цепь рассыпается. А фланцевая задвижка, будь она хоть трижды ручная, требует уважения к своей, казалось бы, простой конструкции.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
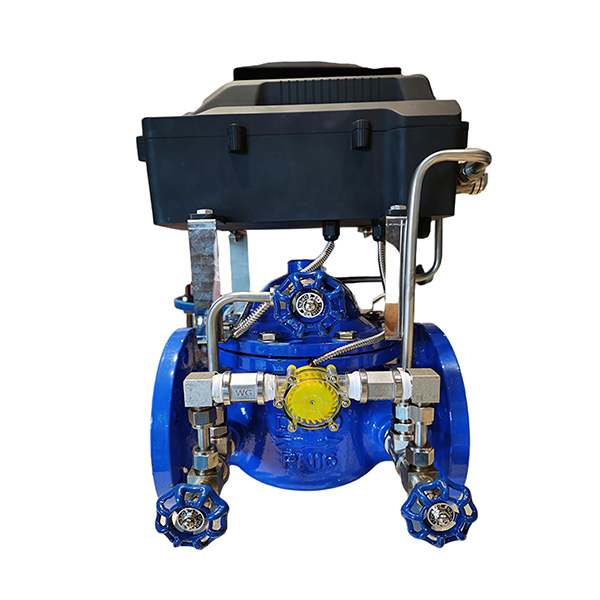
 Многофункциональный регулирующий клапан водяного насоса
Многофункциональный регулирующий клапан водяного насоса -
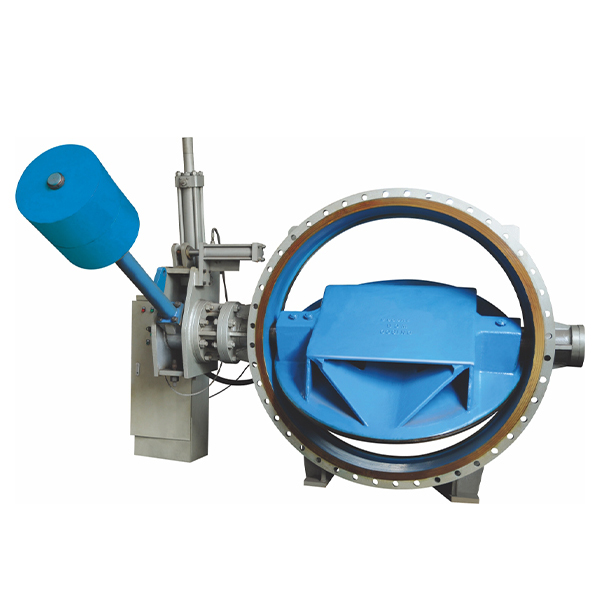
 Дроссельная заслонка с двойным эксцентриковым мягким уплотнением
Дроссельная заслонка с двойным эксцентриковым мягким уплотнением -
 Задвижка с мягким уплотнением и фланцевым скрытым штоком
Задвижка с мягким уплотнением и фланцевым скрытым штоком -
 Фиксированный конический клапан
Фиксированный конический клапан -
 Задвижка шиберная с мягким уплотнением и выдвижным штоком
Задвижка шиберная с мягким уплотнением и выдвижным штоком -
 литой стальной задвижка
литой стальной задвижка -
 Дроссельная заслонка с мягким уплотнением и ручкой
Дроссельная заслонка с мягким уплотнением и ручкой -
 Сварной шаровой кран стандартного диаметра
Сварной шаровой кран стандартного диаметра -
 Задвижка из нержавеющей стали
Задвижка из нержавеющей стали -
 Пневматический ножевой задвижечный клапан
Пневматический ножевой задвижечный клапан -
 Нержавеющая сталь/кованый стальной ручной фланцевый плавающий шаровой клапан
Нержавеющая сталь/кованый стальной ручной фланцевый плавающий шаровой клапан -
 Изолирующий запорный клапан
Изолирующий запорный клапан
Связанный поиск
Связанный поиск- Лучшие страны-покупатели для 100 мм фланцевая задвижка в Китае
- Поставщики Фланцевый затвор 30C41NJ из Китая
- Крупнейшие покупатели шаровых кранов 1 1 4 в Китае
- Ведущие китайские покупатели прочных шаровых кранов в .
- Производители клапанов обратного давления в Китае
- Китайские поставщики фланцевая задвижка гост
- Китай ручные задвижки цены
- Задвижки 30ch39r производители в Китае
- Долговечные шаровые краны 1 производителей в Китае
- кран шаровой 50